Sonderlösungen
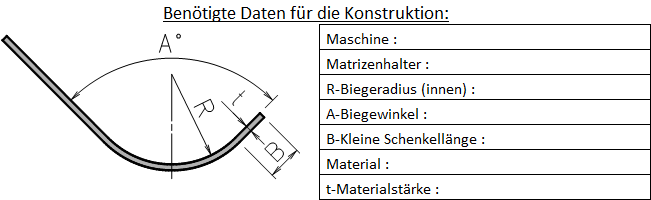
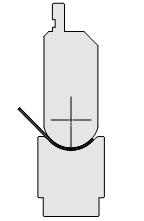
Radien biegen in der Luft
  |
Zu beachten!
|
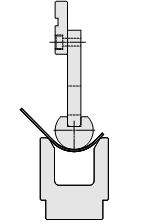
Radien biegen mit Gegendruck
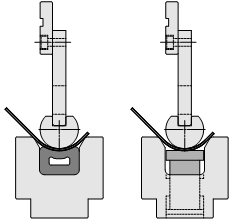 |
Zu beachten:
|
Radien prägen
 |
Zu beachten:
|
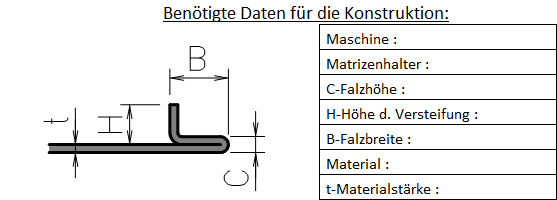
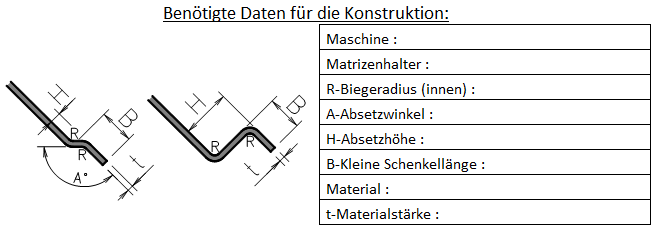
Absetzungen biegen
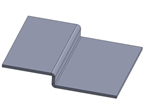  |
Zu beachten:
|
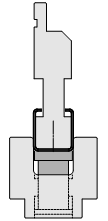
Hut biegen
  |
Zu beachten:
|
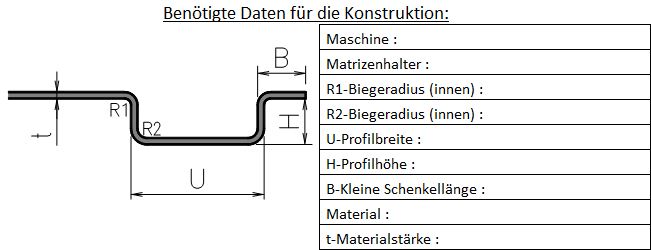
U biegen
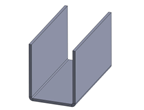  |
Zu beachten:
|

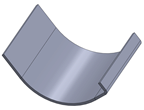
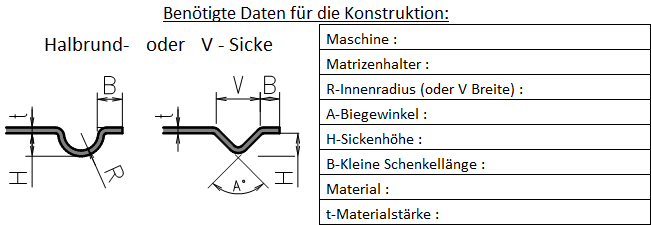
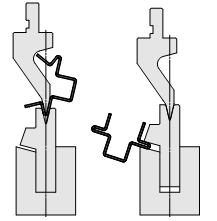
Biegen von Längssicken
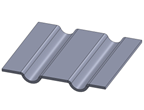  |
Zu beachten:
|

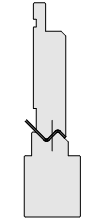
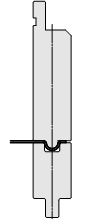
Falzen
  |
Zu beachten:
|