Special solutions
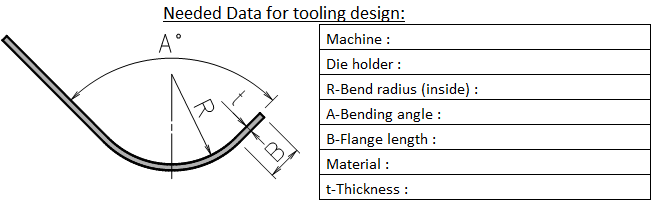
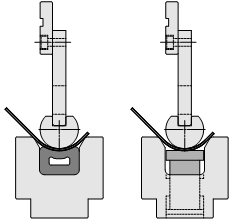
Radius bending (using air-bending tools)
 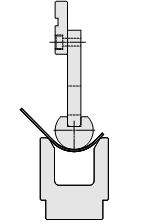 |
Considerations:
|
Radien bending (using counterpressure)
 |
Considerations:
|
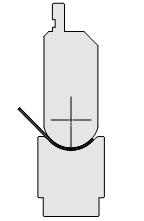
Radius bending (using coining tools)
 |
Considerations:
|
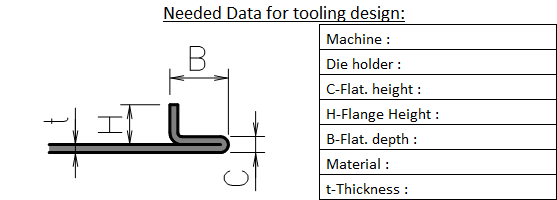
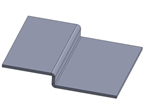
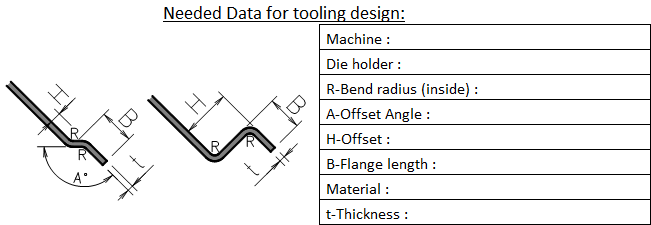
Offset bending
  |
Considerations:
|
Hat bending
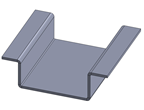 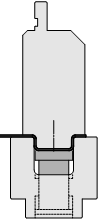 |
Considerations:
|
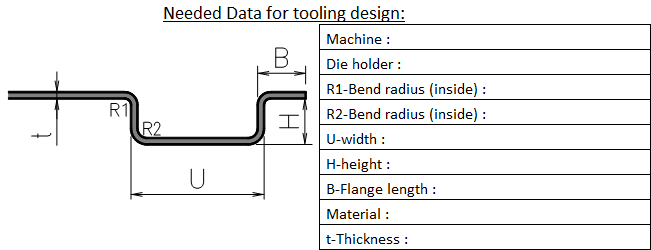
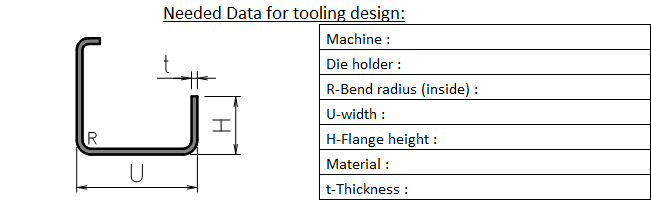
U bending
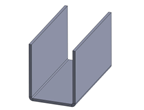 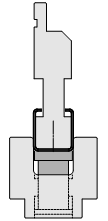 |
Considerations:
|
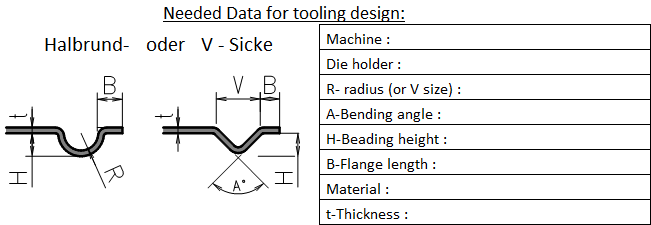
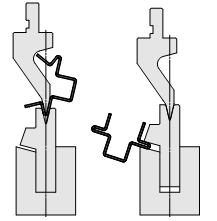
Beading (longitudinal to the bending line)
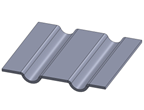 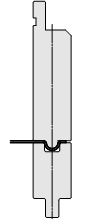 |
Considerations:
|

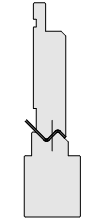
Flattening
  |
Considerations:
|